SLA 3D打印如何工作?
SLA机器开始将支撑结构的各层拉伸,然后拉伸零件本身,同时将紫外线激光对准液体热固性树脂的表面。在树脂表面上形成一层图像后,构建平台向下移动,并且重新涂覆杆在平台上移动以涂覆下一层树脂。逐层重复此过程,直到构建完成。
新建零件从机器中取出并进入实验室,在实验室中使用溶剂去除任何其他树脂。零件完全清洁后,即可手动取下支撑结构。从那里开始,零件经历UV固化循环以完全固化零件的外表面。SLA流程的最后一步是应用任何自定义或客户指定的整理。使用SLA内置的零件时,应尽量减少紫外线和湿气的照射,以免降解。
光固化成型技术(SLA),是世界上最早出现并实现商品化的一种快速成形技术,也是研究最深入、应用最广泛的快速成形技术之一。其主要是使用光敏树脂作为原材料,利用液态光敏树脂在紫外激光束照射下会快速固化的特性。光敏树脂一般为液态,它在一定波长的紫外光(250 nm~400 nm)照射下立刻引起聚合反应,完成固化。SLA通过特定波长与强度的紫外光聚焦到光固化材料表面,使之由点到线、由线到面的顺序凝固,从而完成一个层截面的绘制工作。,应尽量减少紫外线和湿气的照射,以免降解。
SLA工艺打印过程
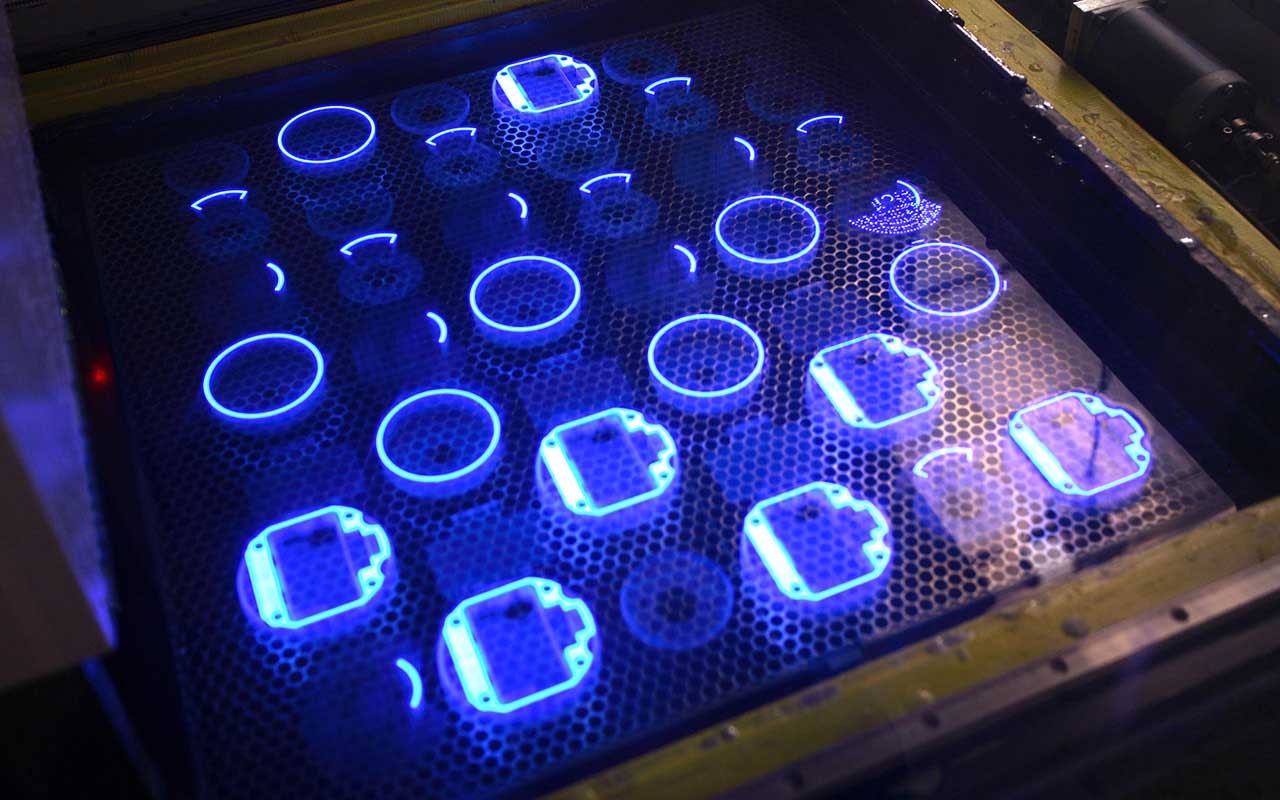
一、控制打印网板下沉到树脂液面下一定高度,使网板上覆盖一层材料。
二、电脑控制激光器和振镜,利用UV激光扫描当前需打印的零件截面,把需要打印的部分材料从液体固化为固体。
三、扫描完成后,网板下沉一定高度,刮刀涂铺一层材料(主要作用是刮平和大平面材料填充),重复以上步骤二直至打印完成。
四、打印完成后,取出打印产品,需要无水乙醇清洗和紫外光二次固化。
SLA工艺打印材料选择
SLA光固化打印材料有呈液体材料,有白色,透明,黄色,黑色,三种原材料可以选择,种类有ABS,树脂,尼龙等..想查看更多材料信息请点击我们材料库查看详情
SLA工艺打印零部件表面后处理
SLA光固化打印工艺打印完成后零件可以进行后处理工艺实施,如打磨喷漆,喷塑,电镀,UV,丝网印刷等..想查看更多表面后处理信息请点击点击查看详情